
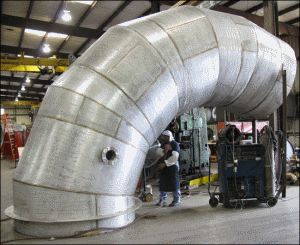
Tesco Steel & Engineering manufactures miter bends — pipe bends fabricated by cutting straight pipe at an angle and welding the segments together to change direction. Used mainly on large-diameter, low-to-moderate-pressure piping where forged or induction bends are uneconomical, they are made as single-cut or multi-cut (2-, 3-, or more piece) bends to any required angle and radius. SS 304, 316, 310, 410, Duplex 2205/2507, Monel 400/500, Hastelloy C22/C276/B2/B3, Inconel, and A105 carbon steel. 150–9000 lbs / PN6–PN25. ISO 9001:2015 certified. Made in India.
Miter Bend
Because they are made from the same pipe as the line, miter bends match the pipe exactly and can be produced to any angle and radius. Tesco Steel & Engineering fabricates miter bends to drawing in carbon, stainless, duplex, and nickel-alloy grades, and also supplies forged elbows and induction pipe bends where higher pressure or smooth flow is required.
Single & Multi-Cut Miter Bends
| Type | Construction | Characteristics |
|---|---|---|
| Single-Cut (1 weld) | Two pipe pieces, one mitre weld | For small deflections; higher flow loss at sharp angles |
| Two-Cut (2 welds) | Three segments, two mitre welds | Smoother medium-angle bends |
| Multi-Cut (3+ welds) | Several short segments & welds | Approximates a smooth curve for 90° bends; lower flow loss |
More cuts mean a smoother flow path and lower pressure loss, at higher fabrication cost — the number of cuts is chosen to balance flow performance with economy for the diameter and angle.
| Criterion | Miter Bend | Forged Elbow / Induction Bend |
|---|---|---|
| Made by | Cutting & welding straight pipe | Forging or hot-bending |
| Flow path | Segmented (smoother with more cuts) | Smooth continuous radius |
| Pressure | Low to moderate | Higher / high-pressure rated |
| Diameter | Economical for large diameters | All sizes, standard fittings |
| Best for | Large low-pressure lines, ducts, custom angles | High-pressure & critical service |
For high-pressure or smooth-flow critical service, use a forged elbow or smooth induction pipe bend; miter bends excel on large-diameter, low-pressure, and custom-angle runs.
| Material | Properties | Typical Use |
|---|---|---|
| Carbon Steel (A105 / A234) | Strong, economical | Water, structural & non-corrosive lines |
| SS 304 / 316 / 316L | Good corrosion resistance | Process, chemical & hygienic lines |
| SS 310 / 410 | High-temperature / hard grades | Hot-gas & high-temp ducting |
| Duplex 2205 / Super Duplex 2507 | High strength & chloride resistance | Seawater & offshore lines |
| Monel 400 / 500 | Excellent in HF & marine media | HF, brine & seawater |
| Hastelloy C22 / C276 / B2 / B3 | Superior acid resistance | Aggressive chemical lines |
| Inconel | High-temperature strength | High-temperature gas lines |
| Parameter | Details |
|---|---|
| Product | Miter (mitre) bend — fabricated welded pipe bend |
| Type | Single-cut, two-cut, multi-cut (3+ welds) |
| Angle | 45°, 90°, or any custom angle |
| Size | Made from the line pipe — suited to medium & large diameters |
| Pressure Class | 150, 300, 600, 900, 1500, 2500, 3000, 6000, 9000 lbs; PN6–PN25 and higher |
| Construction | Cut & butt-welded straight pipe; full-penetration mitre welds |
| Ends | Bevelled for butt-weld, flanged, or as required |
| Material | A105/A234 carbon steel, SS 304/316/310/410, Duplex 2205/2507, Monel, Hastelloy, Inconel |
| Standards / Testing | ASME B31.3 / B31.1 design; NDT, PWHT, hydrotest on request |
| Certifications | ISO 9001:2015 | EN 10204 3.1 MTC on request |
Fabricated from the line pipe itself, miter bends are far more economical than forged or induction bends on large-diameter, low-pressure runs.
Made to any angle (45°, 90°, or custom) and radius, with single or multi-cut construction tailored to the flow and space.
Built from the same pipe grade, schedule, and diameter as the line, so wall thickness and material match the run perfectly.
Carbon steel, SS 304/316/310/410, Duplex, Monel, Hastelloy, and Inconel to suit the medium, temperature, and corrosion duty.
Full-penetration mitre welds with NDT, PWHT, and hydrotest available, designed to ASME B31.3 / B31.1.
Fabricated to your isometric/drawing — angle, cuts, radius, end preparation, and material — for a drop-in fit.
| Industry | Typical Use | Why Miter Bend |
|---|---|---|
| Water & Wastewater | Large-diameter water & effluent lines | Economical big-bore direction change |
| Power Generation | Ducting, ash & low-pressure lines | Custom angles on large ducts |
| Oil & Gas | Low-pressure & utility piping | Made from line pipe; any angle |
| HVAC & Ducting | Air & gas ducting bends | Large rectangular/round duct turns |
| Bulk Handling & Slurry | Slurry & pneumatic-conveying lines | Thick-wall, abrasion-tolerant bends |
| Chemical Plants | Low-pressure process & vent lines | Alloy miters for corrosive media |
| Structural & Piling | Structural pipe direction changes | Welded from structural pipe |
| Shipbuilding & Marine | Large utility & ballast lines | SS / Duplex corrosion resistance |
Q1. What is a miter bend?
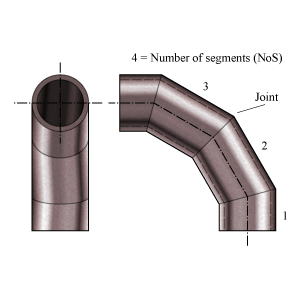
A miter (mitre) bend is a pipe bend fabricated by cutting straight pipe at an angle and welding the angled ends together to change direction, instead of forging or hot-bending. It is built from one or more straight segments joined at mitre welds, and is the economical choice for large-diameter, low-to-moderate-pressure piping.
Q2. What is the difference between single-cut and multi-cut miter bends?
A single-cut miter joins two pipe pieces at one mitre weld and is used for small deflections. A multi-cut miter uses several short segments and welds to approximate a smooth curve for larger angles like 90°. More cuts give a smoother flow path and lower pressure loss but cost more to fabricate.
Q3. How is a miter bend different from a forged elbow?
A miter bend is cut and welded from straight pipe with a segmented flow path, suited to large-diameter, low-pressure lines and custom angles. A forged elbow (or smooth induction bend) has a continuous radius and is rated for higher pressures and critical service. Choose a miter for economy on big low-pressure lines and a forged elbow/induction bend for high pressure or smooth flow.
Q4. What angles can miter bends be made to?
Any angle — 45° and 90° are most common, but miters can be fabricated to any custom deflection, and to any radius, by setting the cut angle and number of segments. This flexibility is one of the main advantages of fabricating a bend rather than buying a standard fitting.
Q5. Can miter bends be used on high-pressure lines?
Miter bends are best for low-to-moderate pressure. Because the mitre joints concentrate stress, design codes (ASME B31.3 / B31.1) limit the mitre angle and spacing as pressure rises. For high-pressure or critical service, a forged elbow or smooth induction bend is preferred. We design each miter to the applicable code for its service pressure.
Q6. What materials are miter bends made from?
A105/A234 carbon steel, SS 304/316/310/410, Duplex 2205 and Super Duplex 2507, Monel 400/500, Hastelloy C22/C276/B2/B3, and Inconel. The grade is normally the same as the line pipe, chosen for the medium, temperature, and corrosion conditions.
Q7. What testing and certification is available?
Miter bends are fabricated with full-penetration welds and can be supplied with NDT (radiography/dye-penetrant), post-weld heat treatment (PWHT), and hydrotest, designed to ASME B31.3 / B31.1, and certified with EN 10204 3.1 material test certificates on request.
Q8. Can miter bends be made to our drawing?
Yes. We fabricate miter bends to your isometric or drawing — pipe size and schedule, angle, number of cuts, radius, end preparation, material, and testing — for a drop-in fit. Send your details and service conditions for a recommendation and quote.